

ДЕФЕКТЫ СВАРКИ – ПРИЧИНЫ И КОНТРОЛЬ


Краткая информация о видах дефектов сварки и путях их устранения
Сварочные дефекты – серьезная проблема, которая может возникать как из-за некорректных действий сварщика, так и по причине изъянов оборудования или используемых материалов. Появление подобных несовершенств чревато разрушением шва и может сделать эксплуатацию конструкции или изделия небезопасной.
Перечень возможных дефектов при сварке плавлением описан в национальном стандарте ГОСТ Р ИСО 6520-1-2012. Документ был подготовлен Научно-учебным центром «Сварка и контроль» при МГТУ им.Н.Э.Баумана и соответствует международному стандарту ИСО 6520-1:2007.
Виды дефектов
Стандарт устанавливает шесть категорий дефектов сварных швов в зависимости от причины их появления и природы изъяна.
- Трещины – нарушения сплошности, которые возникают под воздействием температуры или нагрузок. Трещины классифицируются по их размеру (макро-, микротрещины), направленности (продольные, поперечные, радиальные), расположению в шве (кратерные, разрозненные, разветвленные).

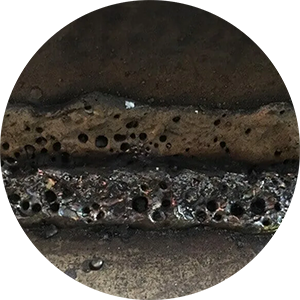
- Полости – незаполненные пространства, возникающие при скоплении или выходе газа (газовые поры), либо при усадке шва во время его кристаллизации (усадочные раковины). Полости делятся на подкатегории в зависимости от их размера, группировки и расположения в шве.
- Твердые включения – посторонние вещества, попавшие в шов в процессе сварки. Подразделяются на шлаковые, флюсовые, оксидные (также оксидные пленки) и металлические.
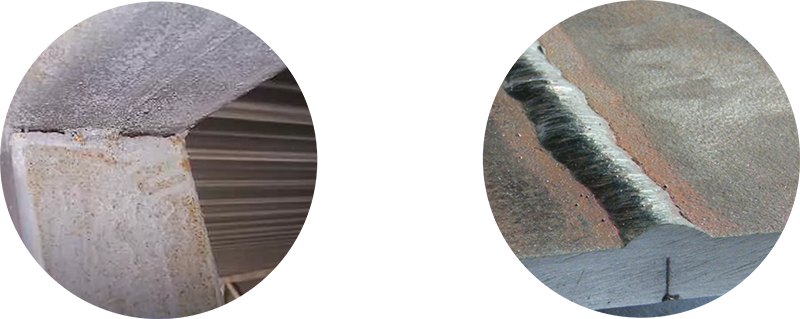
- Несплавление и непровар. Несплавление («спай») описывается как отсутствие соединения между основным и наплавленным металлом либо их слоями. Непровар возникает в случае, когда фактическая и номинальная глубина проплавления отличаются друг от друга. Также в эту категорию входят шипы – комплексный дефект наплавления, который может включать в себя полости, трещины, усадки и другие изъяны.
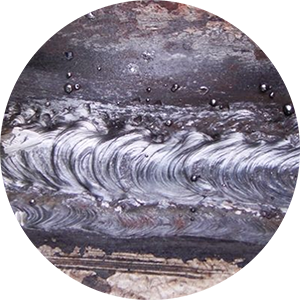
- Отклонение формы и размера – несовпадение шва с требуемой формой и/или геометрией. Возникают при отклонении от методики сварки и включают нарушения профиля шва, протеки, прожоги и натеки наплавки, смещение элементов и т.д.

- Прочие дефекты – иные проблемы швов, которые не могут быть отнесены к предыдущим категориям. Сюда могут входить косметические дефекты, повреждение шва или изделия при обработке вспомогательными инструментами, брызги от металла или электрода.
Как избегать появления дефектов?
Любое производство стремится выпускать продукцию высокого уровня без любых из перечисленных изъянов. Это комплексная задача, которая обеспечивается выполнением ряда требований со стороны компании.
- Работа должна вестись на качественном и исправном оборудовании. Современные модели от проверенных поставщиков и их регулярное техобслуживание обеспечат бесперебойный и стабильный результат.
- Другой немаловажный компонент – расходные материалы. Правильно подобранные расходники помогут избежать проблем с химическим составом и свойствами шва, добиться надежного соединения.
- Изделия должны проходить доскональный контроль качества. Специализированные приборы способны выявлять дефекты с помощью разрушающих и неразрушающих испытаний, оценивая механические, химические и визуальные параметры швов.
- Ключевой фактор успешной работы предприятия – наличие квалифицированных специалистов. Профессиональные сварщики и операторы оборудования не будут допускать ошибок, смогут следить за неисправностями и уведомлять руководство о необходимости модернизации оборудования и смены расходников.
Сварочное оборудование на Weldex
Выставка Weldex – ключевая платформа для взаимодействия между производителями и поставщиками сварочного оборудования и комплектующих и их потенциальными заказчиками и партнерами.
Экспозиция выставки состоит из 8 разделов, включающих в себя сварочные аппараты, необходимые материалы и вспомогательные инструменты, промышленные роботы для автоматизированных сварочных работ, оборудование для контроля качества на производстве и другие категории.

В выставке принимает участие более 100 российских и международных компаний, представляющих новинки в области сварки и обработки металлов.
4000+ посетителей ежегодно посещают выставку, чтобы найти эффективные решения для обустройства и модернизации сварочных работ в энергетике, металлургии, нефтегазовой отрасли, строительстве и ряде других индустрий.

Традиционной частью Weldex является деловая программа выставки. Одной из важнейших тем, обсуждаемых в ходе событий программы, уже несколько лет является вопрос подготовки кадров для сварочной индустрии и повышение профессиональных компетенций специалистов.